


Сварка - это не просто спаять два куска металла. Это точная работа, где даже миллиметр может решить, выдержит ли конструкция нагрузку или треснет под давлением. Многие начинающие сварщики думают: ширина шва - это вопрос вкуса, а не нормы. На самом деле, это строго регламентированная величина, зависящая от толщины металла, типа соединения, нагрузки и даже климата, где будет работать конструкция. Если шов слишком узкий - он не проплавит металл должным образом. Слишком широкий - будет напряжение, трещины, коробление. И в том, и в другом случае - риск аварии.
Что вообще считается шириной сварочного шва?
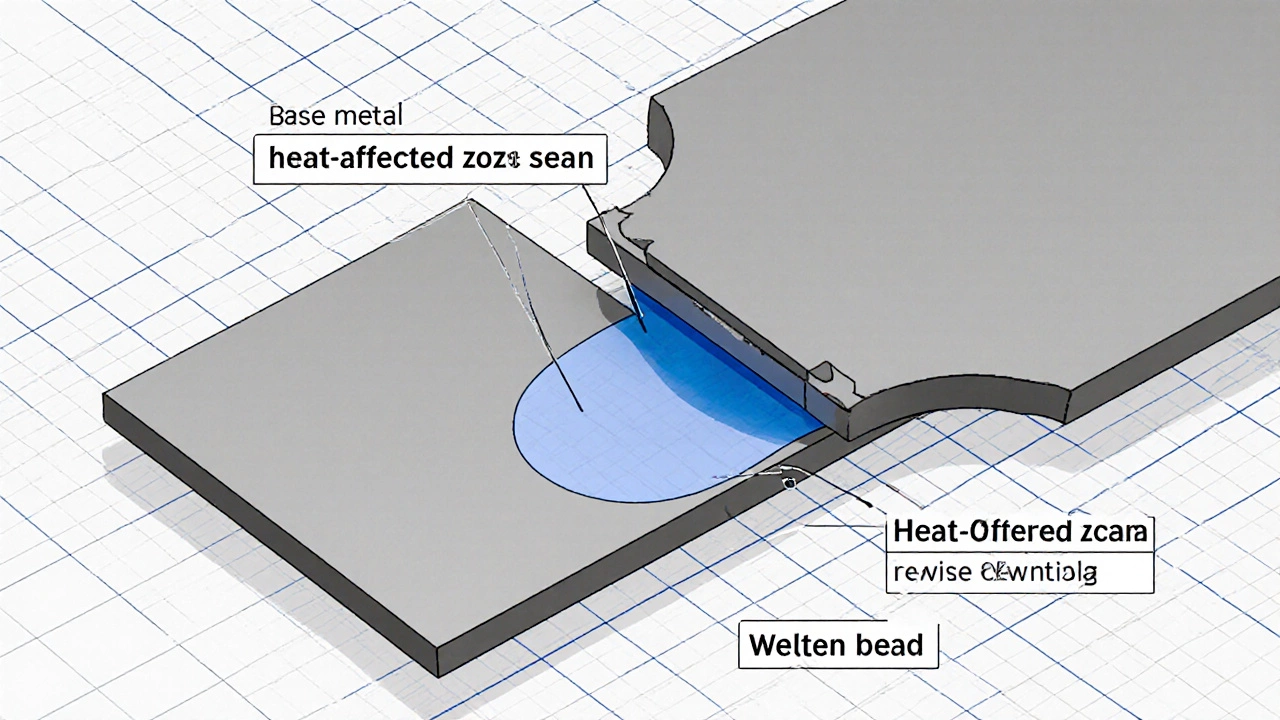
Ширина сварочного шва - это расстояние между двумя краями плавленого металла, где он соединяется с основным материалом. Это не ширина самого шва по верху, а именно ширина зоны сплавления в поперечном сечении. Удобнее всего это видно, если разрезать шов и посмотреть на него под микроскопом или в лаборатории. Но на практике, при монтаже, эту ширину оценивают визуально, по внешнему виду и по стандартным нормам.
В ГОСТ 5264-2019, который регулирует сварные соединения в строительстве, ширина шва определяется как сумма глубины проплавления и выпуклости. То есть, это не просто толщина наплавленного металла, а его взаимодействие с основным материалом. Если вы свариваете толстую трубу и делаете шов шириной 3 мм - это не шов, это намёк на шов. Если вы свариваете тонкий лист 1 мм и делаете шов 8 мм - вы просто расплавили весь металл, и конструкция будет хрупкой.
Какая ширина шва должна быть при сварке в зависимости от толщины металла?
Тут нет одного универсального числа. Но есть простая формула, которой пользуются профессионалы: ширина шва = 1,2-2,0 × толщина основного металла. Это не догма, а отправная точка. Например:
- Металл 1,5 мм - шов 2-3 мм
- Металл 3 мм - шов 4-6 мм
- Металл 6 мм - шов 8-12 мм
- Металл 10 мм - шов 12-20 мм
Эти значения подходят для ручной дуговой сварки электродами, когда шов делается в один проход. Если металл толще 8 мм - шов делают в несколько проходов. В этом случае каждый проход должен быть не шире 10-12 мм. Иначе - перегрев, деформация, снижение прочности.
Для автоматической сварки под флюсом или в среде аргона - ширина может быть немного больше, потому что процесс более стабильный. Но и тут не нужно «заливать» шов. Лучше сделать 2-3 аккуратных прохода, чем один широкий, с порами и трещинами.
Почему ширина шва важна для прочности?
Представьте, что вы склеиваете две доски. Если клея мало - доски не сцепятся. Если клея слишком много - он вытечет, доски станут влажными, а клей не высохнет равномерно. То же самое с швом.
Узкий шов - это слабое соединение. Металл не проплавился до конца, и внутри остаются микротрещины. Такой шов может выдержать статическую нагрузку, но при вибрации - сразу даст трещину. Особенно опасно это в трубопроводах, мостах, каркасах зданий.
Слишком широкий шов - это перегрев. Металл теряет структуру, становится хрупким. При охлаждении он сжимается неравномерно, и конструкция коробится. Плюс - увеличивается риск образования пор и шлаковых включений. Это снижает коррозионную стойкость и усталостную прочность.
Пример: в 2023 году в Краснодаре обрушилась часть крыши склада. Причина - сварные швы на несущих балках были слишком широкими (до 25 мм при толщине металла 8 мм). В результате - перегрев, потеря прочности, трещины по линии сплавления. Сварщик думал, что «чем шире - тем надёжнее». На самом деле - он сделал всё наоборот.
Как проверить ширину шва на месте?
Вы не можете всегда разрезать шов и смотреть под микроскопом. Но есть простые способы:
- Используйте шаблон - простой кусок металла с вырезом нужной ширины. Приложите к шву - если шов влезает в вырез, всё в норме.
- Измерьте линейкой или штангенциркулем. Делайте это в нескольких точках. Ширина должна быть одинаковой по всей длине.
- Сравните с эталонным швом - если у вас есть образец, который уже прошёл испытания, используйте его как ориентир.
- При сварке труб - ширина шва не должна превышать 3-4 мм на каждый миллиметр толщины стенки. Для трубы 4 мм - шов не шире 12 мм.
Если вы видите, что шов выглядит как «горб» - он слишком широкий. Если он выглядит как тонкая линия - он слишком узкий. Идеальный шов - ровный, с равномерной выпуклостью, без подрезов и наплывов.
Что влияет на ширину шва, кроме толщины металла?
Не только толщина. Есть ещё 5 ключевых факторов:
- Тип электрода - тонкие электроды (1,6-2 мм) дают узкий шов, толстые (4-5 мм) - широкий. Но толстый электрод требует больше тока и опыта.
- Сила тока - чем выше ток, тем шире шов. Но если ток слишком высокий - металл выжигается, а не сваривается.
- Скорость сварки - медленнее движение - шире шов. Быстрее - уже. Но если слишком быстро - шов не проплавит металл.
- Угол наклона электрода - если держать электрод под углом 45°, шов будет шире. Под 90° - уже, но глубже.
- Тип соединения - стыковое соединение требует точной ширины. Угловое - допускает чуть большую ширину, но не больше 2,5 × толщины металла.
Важно: все эти параметры должны быть согласованы. Например, если вы используете электрод 3 мм, ток 100 А и скорость 10 см/мин - вы получите шов шириной около 5 мм на металле 3 мм. Это идеально. Если вы увеличите ток до 140 А - шов станет 7 мм, и это уже перебор.
Что говорит ГОСТ и СНиП?
ГОСТ 5264-2019 - основной документ для строительных сварных соединений. В нём указано, что ширина шва должна быть не менее 0,8 × толщины металла и не более 2,5 × толщины. Это допустимый диапазон. Для ответственных конструкций - например, мостов, резервуаров, трубопроводов - используются более жёсткие требования: 1,2-1,8 × толщина.
СНиП 3.03.01-87 («Несущие и ограждающие конструкции») требует, чтобы шов был равномерным, без подрезов, и чтобы его ширина соответствовала проекту. Если проект не указывает - применяют ГОСТ.
Но самое важное: проект всегда имеет приоритет. Если в чертежах написано «ширина шва 8 мм» - значит, так и надо. Даже если по формуле должно быть 6 мм. Проектировщик уже учёл нагрузки, температуру, коррозию - и выбрал оптимальное значение.
Почему нельзя «на глаз»?
Многие сварщики говорят: «Я вижу, как шов должен быть». Но человеческий глаз плохо оценивает ширину, особенно при ярком свете дуги. Исследования показывают, что даже опытные сварщики ошибаются на 20-30% при визуальной оценке шва. Особенно если устал, работает в темноте или под дождём.
В 2024 году в Новосибирске провели проверку 120 сварных соединений на объектах ЖКХ. В 43% случаев ширина шва была вне допустимых норм. Причина - «на глаз» и отсутствие контроля. Результат: через 2 года - 11 аварийных соединений, 3 из них - с разрушением.
Не полагайтесь на интуицию. Используйте измерительные инструменты. Даже простая линейка с миллиметровыми делениями - уже лучше, чем глаза.

Что делать, если шов уже сделан и он неправильный?
Если шов слишком узкий - его можно дополнить вторым проходом. Но только если металл не перегрет и не треснул. Если шов слишком широкий - его нужно снять. Снять - значит, зачистить болгаркой, убрать весь наплавленный металл, и сварить заново. Это трудоёмко, но лучше, чем потом латать трещины.
Если шов треснул - это уже авария. Нужно не просто пересварить - нужно проверить всю зону на микротрещины. Используйте магнитный контроль или капиллярный метод. Потому что трещина может быть и под поверхностью.
Никогда не пытайтесь «заплатить» шов сверху. Это как заклеить трещину на стекле скотчем - выглядит аккуратно, но ничего не решает.
Практические советы для сварщиков
- Перед началом работы - проверьте толщину металла. Не гадайте - измерьте штангенциркулем.
- Сделайте пробный шов на обрезке того же металла - и измерьте его ширину.
- Не меняйте ток и скорость на ходу - это приводит к неравномерному шву.
- Если шов выглядит «жирным» - уменьшите ток или увеличьте скорость.
- Если шов выглядит «худым» - увеличьте ток или замедлите движение.
- После сварки - зачистите шов. Уберите шлак. Только тогда вы увидите истинную ширину.
Сварка - это наука. Не искусство. Не «как получится». А точный расчёт. И если вы знаете ширину шва, вы знаете, насколько надёжна ваша конструкция.
Какая ширина шва должна быть при сварке трубы 4 мм?
Для трубы толщиной 4 мм оптимальная ширина шва - 5-8 мм. Это соответствует ГОСТ 5264-2019, где ширина шва не должна превышать 2,5 × толщину металла. При этом важно, чтобы шов был равномерным по всей длине, без наплывов и подрезов. Для тонкостенных труб лучше использовать электрод 2-2,5 мм и ток 70-90 А.
Можно ли делать шов шире, чем рекомендует ГОСТ?
Нет, если это не указано в проекте. Ширина шва свыше 2,5 × толщины металла приводит к перегреву, потере прочности и короблению. Даже если шов выглядит «надёжно», он становится хрупким. Исключения возможны только в неответственных конструкциях - например, временные ограждения. Но даже тогда - лучше соблюдать нормы.
Почему шов становится узким при сварке?
Шов становится узким, если: ток слишком низкий, скорость сварки слишком высокая, электрод слишком тонкий или неправильно зачищен. Также - если металл загрязнён ржавчиной или маслом. В этом случае шов не проплавляет основной металл, а просто накладывается сверху - это не сварка, а наплавка. Такой шов не выдержит нагрузки.
Какой шов считается хорошим?
Хороший шов - это шов, который равномерный, без наплывов, подрезов и пор. Его ширина соответствует толщине металла (1,2-2,0 × толщина), а поверхность - гладкая, с лёгкой выпуклостью. При визуальном осмотре он выглядит как единая, плавная линия. После зачистки не должно быть трещин, шлака или включений. Прочность проверяется только испытаниями, но внешний вид - первый признак качества.
Нужно ли измерять ширину шва на каждом объекте?
Да. Особенно если это строительство, мосты, трубопроводы, резервуары или любые несущие конструкции. Даже если вы опытный сварщик - глаза обманывают. Линейка стоит 200 рублей, а авария - миллионы. Проверяйте каждый шов. Это не дополнительная работа - это часть процесса. Без контроля - это не сварка, это рулетка.
Что делать дальше?
Если вы сварщик - начните с простого: возьмите линейку, измерьте шов на последней работе. Сравните с толщиной металла. Если отклонение больше 1 мм - пересмотрите параметры. Если вы заказчик - требуйте от сварщиков паспорта сварных швов. В нём должны быть указаны: толщина металла, ширина шва, ток, электрод, дата, ФИО сварщика. Без этого - не принимайте работу.
Сварка - это не про скорость. Это про надёжность. Один правильный шов - спасает жизнь. Десять неправильных - разрушают всё.






Написать комментарий